




Description
Structual Feature
● Pressurized components adopts superior alloy steel with good strength and impact toughness.
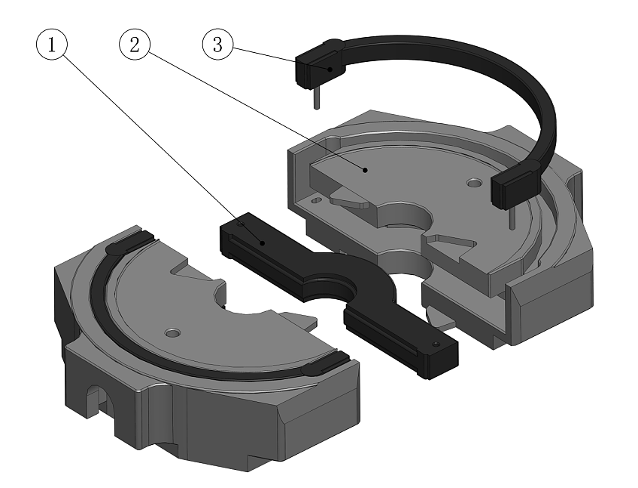
● Door seal of the high pressure BOP uses combined seal, which has better seal from the well pressure.
● Use floating or integral gate, can seal safely and change conveniently.
● Use buriel-type oil passage, Bearing hinge is separated from the hydraulic hinge.
● Hinge structure is simple, easy to dismount and mount.
● Use big arc-type shell on both sides of the chamber, and transit by arc-type all around, to reduce the peak stress of the shell under pressure.
● With compact structure, smaller than similar foreign products.
● The internal shell of BOP resistant to low temperature can process pipeline, to make the steam flow inside the BOP, radiat heat.
Ram Assembly
● Pipe Ram
 | |||||||||
| Operating pressure (psi) | Bore(in) | ||||||||
| 180-7 1/16 | 230-9 | 280-11 | 350-13 5/8 | 430-16 3/4 | 480-18 3/4 | 530-20 3/4 | 540-21 1/4 | 680-26 3/4 | |
| 140-20000 | |||||||||
| 105-15000 | S | S | S | S | |||||
| 70-10000 | S | S | S | S | S | ||||
| 35-5000 | S | S | S | S | S | S | S | ||
| 21-3000 | S | S | S | S | S | S | S | ||
| 14-2000 | S | ||||||||
Note:S Ram BOP Specification&Model
S represents S type ram BOP
| Specification&Model | Main Bore mm(in) | Working Pressure MPa(psi) | Oil quantity for opening (Single Cylinder) | Oil quantity for closing(Single Cylinder) | Ram Type | Ram Size (in) | Dimension mm | weight kg | Recommended BOP code | |||||
| length | width | height | single | double | ||||||||||
| single | double | |||||||||||||
| 180(71/16 in)series | (2)FZ18-21 | 179.4(71/16) | 21-3000 | 1.6 | 2 | H | maximum5 9/16 | 1420 | 645 | 568 | 854 | 855 | 1540 | (2)S04.00 |
| (2)FZ18-35 | 179.4(71/16) | 35-5000 | 1.6 | 2 | H | maximum5 9/16 | 1420 | 645 | 624 | 910 | 895 | 1580 | (2)S48.00 | |
| (2)FZ18-70 | 179.4(71/16) | 70-10000 | 2.2 | 2.5 | H | maximum5 9/16 | 1720 | 640 | 897 | 1262 | 1660 | 3020 | (2)S62.00 | |
| (2)FZ18-105 | 179.4(71/16) | 105-15000 | 7.4 | 8 | H | maximum5 1/2 | 1988 | 820 | 922 | 1372 | 3175 | 5885 | (2)S29.00A | |
| 230(9in)series | (2)FZ23-21 | 228.6-9 | 21-3000 | 1.3 | 1.5 | HF | maximum 7 | 1526 | 565 | 580 | 866 | 705 | 1250 | (2)S79.00 |
| (2)FZ23-35 | 228.6-9 | 35-5000 | 4.7 | 5.3 | HF | maximum 7 | 2036 | 720 | 805 | 1190 | 1830 | 3415 | (2)S23.00 | |
| (2)FZ23-70 | 228.6-9 | 70-10000 | 7 | 8 | H | maximum 7 | 2324 | 850 | 1038 | 1518 | 3635 | 6835 | (2)S01.00 | |
| (2)FZ23-105 | 228.6-9 | 105-15000 | 10.2 | 10.9 | HF | maximum 7 | 2170 | 920 | 1140 | 1640 | 4150 | 7500 | (2)S93.00 | |
| 280(11in)series | (2)FZ28-21 | 279.4-11 | 21-3000 | 2.7 | 3.2 | S | maximum 8 5/8 | 1846 | 675 | 740 | 1100 | 1400 | 2550 | (2)S77.00 |
| (2)FZ28-35 | 279.4-11 | 35-5000 | 5.4 | 6.2 | S | maximum 8 5/8 | 2265 | 785 | 895 | 1325 | 2475 | 4550 | (2)S45.00 | |
| (2)FZ28-70 | 279.4-11 | 70-10000 | 7 | 8 | H | maximum 8 5/8 | 2324 | 850 | 1102 | 1582 | 3770 | 6850 | (2)S16.00 | |
| (2)FZ28-105 | 279.4-11 | 105-15000 | 14.6 | 16.7 | H | maximum 8 5/8 | 2650 | 1050 | 1244 | 1784 | 6303 | 11028 | (2)S67.00 | |
| 346(135/8 in)series | (2)FZ35-21 | 346.1(135/8) | 21-3000 | 7.8 | 8.9 | S | maximum 10 3/4 | 2414 | 760 | 774 | 1164 | 2705 | 5115 | (2)S78.00 |
| (2)FZ35-35 | 346.1(135/8) | 35-5000 | 7.9 | 9.3 | S | maximum 10 3/4 | 2415 | 847 | 930 | 1370 | 3010 | 5480 | (2)S103.00 | |
| (2)FZ35-70 | 346.1(135/8) | 70-10000 | 18 | 20.7 | HF | maximum 10 3/4 | 2786 | 1085 | 1276 | 1782 | 6120 | 11135 | (2)S104.00 | |
| (2)FZ35-105 | 346.1(135/8) | 105-15000 | 17.4 | 20 | H | maximum 10 3/4 | 3074 | 1140 | 1420 | 1985 | 8945 | 16070 | (2)S115.00 | |
| 425(163/4 in) | (2)FZ43-35 | 425.5(163/4) | 35-5000 | 10.3 | 11.6 | HF | maximum 10 3/4 | 2923 | 1190 | 1090 | 1570 | 5300 | 9860 | (2)S95.00 |
| 476(183/4 in)series | (2)FZ48-35 | 476.3(183/4) | 35-5000 | 24.5 | 27.9 | HF | maximum 16 | 3430 | 1440 | 1504 | 2072 | 9758 | 12286 | (2)S116.00 |
| (2)FZ48-70 | 476.3(183/4) | 70-10000 | 24.5 | 27.9 | HF | maximum 16 | 3430 | 1440 | 1618 | 2186 | 10312 | 20624 | (2)S102.00 | |
| 527(203/4in) | (2)FZ53-21 | 527.1(203/4) | 21-3000 | 12.2 | 13.6 | HF | maximum 16 | 3424 | 1165 | 1065 | 1650 | 6130 | 13355 | (2)S83.00 |
| 540(211/4 in)series | (2)FZ54-14 | 539.8(211/4) | 14-2000 | 12.1 | 13.8 | HF | maximum 16 | 3300 | 1130 | 940 | 1480 | 5560 | 10200 | (2)S33.00 |
| (2)FZ54-35 | 539.8(211/4) | 35-5000 | 26 | 29.6 | HF | maximum 16 | 3590 | 1445 | 1320 | 1950 | 9270 | 17670 | (2)S105.00 | |
| 680(263/4in) | (2)FZ68-21 | 679.5(263/4) | 21-3000 | 32.6 | 37 | HF | maximum 18 5/8 | 4350 | 1450 | 1250 | 1870 | 12360 | 20290 | (2)S87.00 |
| Note:1. BOP Testing pressure is 1.5 times of standard pressure | ||||||||||||||
| 2. Operating pressure is from 8.4Mpa to 10.5Mpa | ||||||||||||||
S Type Shear Ram Operating specification
| BOP Type | BOP model | Recommended BOP code | Cylinder Type | Specification of drill pipe |
| S | (2)FZ 18-70 | (2)S62.00 | Normal cylinder | |
| (2)S92.00 | Cylinder with tandem booster | 4 1/2" 16.6lb/ft G-105 PSL-3 | ||
| (2)FZ28-35 | (2)S45.00 | Large cylinder | ||
| (2)S100.00 | Large cylinder | 5" 19.5lb/ft G-105 PSL-3 | ||
| (2)FZ 28-70 | (2)S16.00 | Normal cylinder | ||
| (2)S02.00 | Large cylinder | 5" 19.5lb/ft G-105 PSL-3 | ||
| (2)FZ 35-35 | (2)S103.00 | Normal cylinder | ||
| (2)S99.00 | Large cylinder | 5" 19.5lb/ft G-105 PSL-3 | ||
| (2)FZ 35-70 | (2)S104.00 | Normal cylinder | 5" 19.5lb/ft G-105 PSL-3 | |
| (2)S112.00 | Large cylinder | 5 1/2" 24.7lb/ft G-105 PSL-3 | ||
| (2)S117.00 | Cylinder with tandem booster | 5 1/2" 24.7lb/ft S-135 PSL-3 | ||
| (2)FZ 35-105 | (2)S115.00 | Normal cylinder | 5" 19.5lb/ft G-105 PSL-3 | |
| (2)S113.00 | Cylinder with tandem booster | 5 1/2" 24.7lb/ft S-135 PSL-3 | ||
| (2)FZ 54-35 | (2)S105.00 | Normal cylinder | 5" 19.5lb/ft G-105 PSL-3 |
S Type Variable Ram Range
| BOP Type | BOP Model | Range of Variable Ram (in) | |||
| S | (2)FZ 18-70 | 2 3/8"-3 1/2" | |||
| (2)FZ28-35 | 2 3/8"-3 1/2" | 3 1/2"-5" | |||
| (2)FZ 28-70 | 2 3/8"-3 1/2" | 3 1/2"-5" | |||
| (2)FZ 35-35 | 2 3/8-3 1/2 | 2 7/8"-5" | 4 1/2-5 1/2 | 5-7" | |
| (2)FZ 35-70 | 2 3/8-3 1/2 | 3 1/2-5" | 4 1/2-5 1/2 | 5-7" | |
| (2)FZ 35-105 | 2 3/8-3 1/2 | 3 1/2-5" | 4 1/2-5 1/2 | 5-7" | |
| (2)FZ 53-21 | 4 1/2"-5 1/2" | ||||
| (2)FZ 54-14 | 4 1/2"-5 1/2" | ||||
| (2)FZ 54-35 | 4 1/2"-5 1/2" | ||||
Forging equipment has 160tons, 300 tons, 400 tons, 630 tons, 1000 tons, 1600 tons, and 2500 tons, can forge ten grams to 55 kilograms of rough forging or precision forging products.
Machining equipment has lathe, drilling machine, grinder, wire cutting, CNC and so on.
Heat treatment includes normalizing, tempering, annealing, quenching, solid solution, carburizing, etc
The surface treatment includes shot blasting, spray painting, electroplating, electrophoresis, phosphate and so on
The testing equipment includes spectrometer, metallographic analyzer, hardness meter, tensile machine, impact testing machine, fluorescent magnetic particle flaw detector, ultrasonic flaw detector, three coordinates, etc
Products are widely used in petrochemical industry, engineering machinery, auto parts, locomotive and railway parts, metallurgy, shipbuilding, military products and other fields.
The R&D team conducts CAD design, CAM, UG, SOLIDWORKS modeling work.
We use superfine die steels as the raw material, allowing them to be processed with a CNC center, ensuring that the die steel’s precision is ensured and has excellent fatigue resistance, abrasive resistance, making sure that the forgings are produced in high quality.
There are more than 2000 sets of molds here at our company. The customers can choose any of them for processing to minimize cost. We perform inventory taking, clearing and recording every week to ensure that the production proceeds as scheduled.
Our mold warehouse is managed by following the IATF16949 quality management system and “6S lean management”, giving a long service life to the mold and making it convenient for use and storage.
We will design and manufacture forging molds on receipt of the customer’s drawings or samples, then we will manufacture the mold by following the mold design. The molds often include forging dies, trimming dies.
Steel billet cutting and heating
Often, we will prepare the frequently used material in stock featuring material No. of 20#, 35#, 45#, 20Cr, 40Cr, 20CrMnTi, 20CrMo, 30CrMo, 35CrMo, 42CrMo, Q235, Q345, A105 etc. Then an intermediate frequency furnace will be used for heating the raw materials into certain temperature and finally putting the eating rod on the metal framework for forging.
Forging
Before metal forging process starts, the top and bottom dies shall be connected to anvil block of forging press. Then the workers will pick the metal materials and put them between the forging dies to achieve desired shape by pressing the metal materials several times with a high-speed.
Cleaning
After the forging completed, there will be unwanted burrs around the forged blanks, so removing the burrs is a necessary step. Which requires the workers to mount the trimming dies under the punching press, then pressing the forged blanks to clean burrs on the surface of the forgings.
Heat treatment
Heat treatment process helps to get the required mechanical performance and hardness of products. The heat treatment techniques cover normalizing, quenching, annealing, tempering, hardening and so on.
Shot blasting
After shot blasting process, the forgings will have a smoother and cleaner surface than it would have been. Usually the surface smoothness of the forgings is available in Ra6.3, which is even smoother than that of the lost-wax casting.
Processing
For some components, the forging process is not available in the required tolerance, under this case, processing is optional. We will conduct the product processing with different processing equipment, including milling machine, boring machine, drill press, grinding machine, numerical control machine etc.
Surface treatment
In most cases, if no specific requirements required, we will have water/oil rust protection treatment on the surface of the forgings. We can also conduct other surface treatments, including paint spraying, powder coating, electroplating, electrocoating to meet specific needs of our customers.
Final examination
We will have an inspection on the product size to ensure high quality of our products.Sometimes, we also have mechanical performance and chemical components testing on our products.
Package and delivery
In most cases, the forged components will be packaged in polyethylene bags and then being put into firm wooden boxes. We are also able to customize packages according to the customer’s needs. As we are located in Ruian forgings industrial park, we have easy access to raw materials supply, which is cost effective on the whole.






- English
- French
- German
- Portuguese
- Spanish
- Russian
- Japanese
- Korean
- Arabic
- Irish
- Greek
- Turkish
- Italian
- Danish
- Romanian
- Indonesian
- Czech
- Afrikaans
- Swedish
- Polish
- Basque
- Catalan
- Esperanto
- Hindi
- Lao
- Albanian
- Amharic
- Armenian
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Cebuano
- Chichewa
- Corsican
- Croatian
- Dutch
- Estonian
- Filipino
- Finnish
- Frisian
- Galician
- Georgian
- Gujarati
- Haitian
- Hausa
- Hawaiian
- Hebrew
- Hmong
- Hungarian
- Icelandic
- Igbo
- Javanese
- Kannada
- Kazakh
- Khmer
- Kurdish
- Kyrgyz
- Latin
- Latvian
- Lithuanian
- Luxembou..
- Macedonian
- Malagasy
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Burmese
- Nepali
- Norwegian
- Pashto
- Persian
- Punjabi
- Serbian
- Sesotho
- Sinhala
- Slovak
- Slovenian
- Somali
- Samoan
- Scots Gaelic
- Shona
- Sindhi
- Sundanese
- Swahili
- Tajik
- Tamil
- Telugu
- Thai
- Ukrainian
- Urdu
- Uzbek
- Vietnamese
- Welsh
- Xhosa
- Yiddish
- Yoruba
- Zulu